

以下是:四川省巴中市诚信为本无缝钢管厂家的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 范围 无缝钢管供应范围覆盖四川省、成都市、绵阳市、攀枝花市、泸州市、乐山市、宜宾市、广安市、巴中市、甘孜市、凉山市、阿坝市、资阳市、雅安市、遂宁市、内江市、南充市、自贡市、德阳市、广元市、眉山市 巴州区、通江县、南江县、平昌县等区域。 【天祥】持续拓展产品矩阵,现有平昌无缝钢管质量为本、巴州无缝钢管专业生产制造厂、乐山无缝钢管现货、雅安无缝钢管优选厂家、成都无缝钢管有实力有经验、资阳无缝钢管您身边的厂家、宜宾无缝钢管一站式服务等,满足不同场景需求。诚信为本无缝钢管厂家_天祥钢管(巴中市分公司)lctxgs79-5,联系人:王经理,大东钢管城嫩江路6号。 四川省,巴中市 巴中市,四川省辖地级市,别称巴城,位于四川盆地东北部,地处大巴山系米仓山南麓,“秦岭—淮河”南北分界线南,东邻达州市,南接南充市,西抵广元市,北接陕西省汉中市,地势北高南低,由北向南倾斜,属亚热带季风性湿润气候,四季分明。全市总面积1.23万平方千米,辖2个区、3个县。截至2022年末,巴中市常住人口265.80万人。
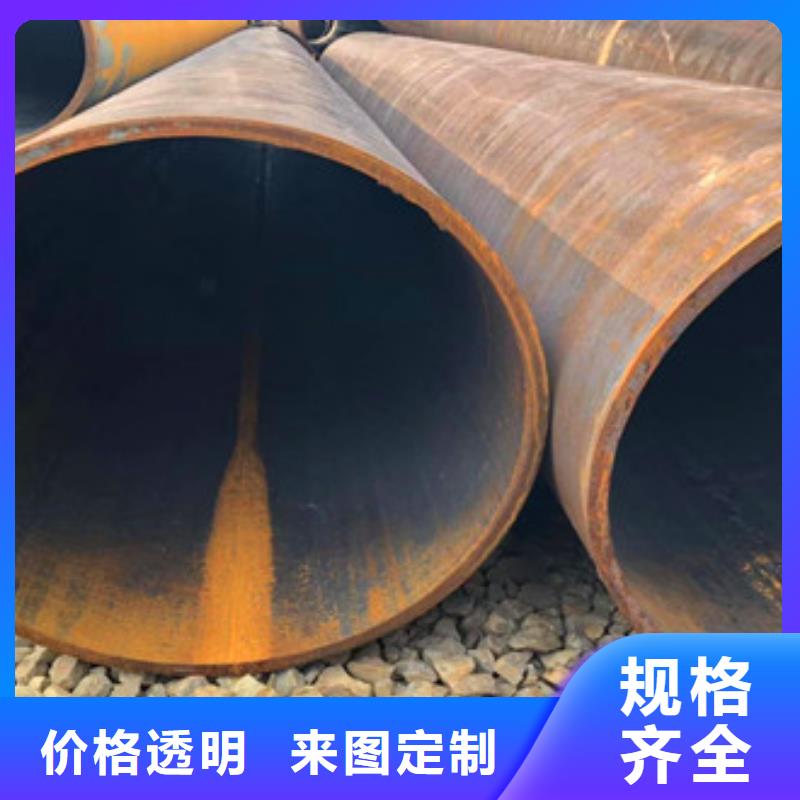
走进真实的场景,感受产品的独特魅力!我们的诚信为本无缝钢管厂家视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。以下是:四川巴中诚信为本无缝钢管厂家的图文介绍
四川巴中天祥钢管有限公司常年销售各种 无缝钢管。 公司依靠科学管理体系,严格执行标准, 我们的宗旨:诚信是一个人的立身之本,也是一个企业的经营准则,我们一直遵循“诚信为本”的经营理念,为广大海内外朋友提供产品。在未来的创业中,公司将继续加大新产品的开发力度,不断开拓新的领域,以新的姿态一如既往地奉行“追求卓越,真诚到永远”的原则竭诚为广大客户服务。
在链式冷拔管机上采用浮动顶头拔制中小直径薄壁管,由于浮动顶头轴向没有固定,从而使拔制力显著降低,道次变形量提高,能抖纹,提高钢管精度。因此国内20世纪80年代起在一些钢管厂开始应用此工艺拔制钢管。
1985年常熟无缝钢管厂在分析和总结用浮动顶头拔制直径30~50mm各种规格钢管的经验以及试验结果后,确定了浮动顶头锥角,锥形与圆锥形部分长度,芯棒、材料、外模设计和工艺参数的选择等方法。
1989年上海第五钢铁厂总结用浮动顶头拔制小直径厚壁合金钢管的经验时指出,浮动顶头要想稳定拔制,需要有相宜的外模配合,外模材质要能承受较大的拔制应力和冲击负荷,耐磨性要好,锥角要与浮动顶头相匹配,外模的喇叭口要大,以保证可加大减径量,利于咬入和稳定变形。
1986年用半浮动顶头进行了拔制厚壁管的试验研究。半浮动顶头拔管与浮动顶头拔管的根本区别是圆锥段锥角及半浮动顶头的锥角小于摩擦角,而浮动顶头锥角大于摩擦角。通过实验得出,半浮动顶头与圆柱短顶头拔制厚壁管相比,半浮动顶头锥角较小,拔制力显著下降,减少了拔制道次,减小了芯杆和连接螺丝的拉力,避免了螺丝拉断;与浮动顶头拔制厚壁管相比,半浮动顶头拔制降低了道次所需的小减径量,相应地增加了道次减壁量,改善了钢管表面质量,提高了尺寸精度;与空拔相比,能减少钢管爆裂。
(1)主要优点:
① 生产率高。连轧管机的延伸系数可达7,轧出速度达7 m/s,机组年产量可达96万t。
②钢管表面质量好。由于采用研磨、镀铬处理的长芯棒进行轧制,钢管内表面质量好,平滑程度可达4~6μ,自动轧管机为12~15μ,周期轧管机为20~25μ。
③钢管长度长。连轧管机轧出的钢管长度一般为30 m左右,长可达50 m。
④生产成本低。因机组产量高,金属消耗低,生产成本大大低于其他轧管机组。
⑤机械化、自动化程度高。
(2)主要缺点:设备多,厂房大,电气装机容量大,设备控制复杂,一次建设投资高。
连轧管生产机组命名特点(方式)。连轧管机组均以轧机型式和芯棒操作方式及机组设计合理生产的规格外径尺寸命名。
内直筋钢管是指钢管的内表面沿圆周带有均布的直筋,这种钢管主要用于制作散热器,如大型变压器的散热器。用带有直筋的钢管制作的散热器具有散热能力强、重量轻,加工制作工时少等优点。其生产主要采用冷拔法,用固定模冷拔,也可用辊式模冷拔。金属在内外模和拔制力作用下,凸筋进入减壁段后立即被充填到一定高度。由于不均变形而产生的附加拉缩变形,可使凸筋高度保持稳定。内螺旋凸筋管是指钢管内表面带有螺旋凸筋,这种异型管传热效率高,使用可靠,被广泛用于高压锅炉的水冷壁。内螺旋凸筋管的成型方法有机加工成型法、焊接+机加工成型法和冷拔成型法。相比之下,冷拔成型法的生产效率高,成本低,经济效益好,是目前生产内螺旋凸筋管的一种主要方法。冷拔成型法是在冷拔过程中使芯头作螺旋运动,从而在圆管内表面形成内螺旋凸筋。其外模为固定式,内模采用短芯头。
我国在20世纪90年代初展开了对内凸筋管方面的研究与试生产。东北工学院在这两种形式的内凸筋管的理论分析、工具制作、试验研究上已取得如下一系列成果。
冷拔内直筋散热器钢管的难点,是在拔制过程中凸筋高度充填的同时伴随着凸筋被拉缩。他们通过试验,分析了筋底壁厚压下率(ε%)、壁径比(δ0/D0)、齿高比(k)及摩擦条件诸因素对凸筋高度充填和凸筋拉缩的影响及它们之间的关系。从工模具设计角度,侧重探讨模具形状对内直筋管冷拔成型的影响。在模具设计的基础上提出了模具的形状参数,根据实验结果,确定了合理的形状参数值,从而为模具设计提供了重要依据。他们先后对固定模拔制内直筋管和辊模拔制内凸筋管,用工程推导法推导出了冷拔内直筋管拔制力计算方法的理论公式,并进行了实验验证。固定拉模的理论计算值与实测值的相对误差小于15%。辊模拔制内直筋管拔制力的计算值约为固定模所需拔制力实测值的1/3,约为固定模计算值的2/5,这有利于得到凸筋更高的内直筋管。
冷拔内螺旋凸筋管的生产难点是在拔制过程中内螺旋凸筋拉缩。通过实验,分析工艺因素(筋底壁厚压下率、壁径比、壁厚不均度和齿高比)对凸筋拉缩的影响,得出了凸筋拉缩的理论计算式,用该计算式可较准确地选择拔制管料。
在设计冷拔内螺旋凸筋管的模具时,需慎重考虑芯头的螺旋升角,如果选择过大,会导致芯头停止旋转,即芯头旋转自锁现象。利用螺旋副模型推导出了内螺旋凸筋管成形时螺旋升角的临界值为39°~55°,此值与实验结果相吻合。芯头凸筋轴向侧壁角越小,越有利于螺旋凸筋的成形,同时螺旋升角的临界值随摩擦因数的变化而变化,摩擦因数越小也越有利于螺旋凸筋的成形,因此,在内螺旋凸筋管的拔制过程中须保持良好的润滑条件。此结论为内螺旋凸筋管的模具设计提供了重要依据。
通过分析冷拔内螺旋凸筋管内芯头的形式,得出了适合批量生产的内芯头形式是圆柱形螺旋直线内芯头。实验表明,用圆柱形螺旋直线内芯头可生产出符合设计要求的内螺旋凸筋管,并且内芯头的制造成本低,使用寿命长。
在四川省巴中市采购诚信为本无缝钢管厂家请认准天祥钢管(巴中市分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,供应服务范围覆盖四川省 巴中市 成都市、绵阳市、攀枝花市、泸州市、乐山市、宜宾市、广安市、甘孜市、凉山市、阿坝市、资阳市、雅安市、遂宁市、内江市、南充市、自贡市、德阳市、广元市、眉山市 巴州区、通江县、南江县、平昌县,让您购买到更加实惠、更加可靠的产品。(联系人:王经理)。










